Технология сварки трубопроводов
Технологические трубопроводы изготавливаются и монтируются разными способами. Однако самым распространенным и самым приемлемым из них является сварка. Данная операция проводится промышленным методом, где активно используется автоматическая или же полуавтоматическая сварка.

Технологические трубопроводы монтируются и изготавливаются разными способами, но самым распространенным является сварка.
Тут нами будет рассмотрена технология сварки труб. Промышленным способом можно сваривать трубопроводы как из металлического материала, так и из неметаллического.
Существует два основных способа промышленной сварки труб: давлением и плавлением.
Каждый из этих способов делится на ряд методов. Например, сварка давлением подразделяется на:
- Холодную;
- Газопрессовую;
- Прессовую;
- Трением;
- Термитную;
- Контактную;
- Ультразвуком.
Если говорить про сварку плавлением, то тут существуют следующие разновидности:
- Электродуговая в среде защитных газов;
- Электродуговая под флюсом;
- Электродуговая ручная;
- Электрошлакова;
- Газовая.
В эти списки не вошли еще несколько довольно успешно использующихся способов. Дело в том, что они начали внедряться только недавно. Речь идет о сварке электродными проволоками (порошковой и голой), а также о стыковой сварке, которая производится при высокочастотном нагреве. Данные способы весьма современны, и их технологические показатели выше, чем у других способов.
Нужно сказать, что самыми распространенными на сегодняшний день способами сварки являются те, которые производятся плавлением. Это ручная газовая и электродуговая, автоматическая и полуавтоматическая, электроконтактная стыковая и электродуговая виды сварки.
Виды соединений

При сваривании трубы используются следующие виды соединений: стыковые, угловые, нахлесточные.
Для разного вида труб, имеющих различное назначение, используются разные виды сварки. Однако практически всегда используется электрический переменный ток. Это связано с тем, что использование именно этого вида электроэнергии является более выгодным с точки зрения экономии, чем запитка от источника постоянного электрического тока.
При сваривании трубы используются следующие виды соединений:
- Стыковые;
- Угловые (под углом);
- Нахлесточные.
Каждый из них делится еще на ряд подвидов, различающихся такими параметрами, как количество швов, наличие или же отсутствие скоса кромок, способ состыковки и т. д.
Стыковое и угловое соединение
Самым прочным видом сварки является стыковая. Технология такого сваривания позволяет делать различные соединения под многими углами, что незначительным образом влияет на прочность соединения. При стыковом соединении выделяются два вида стыков: продольные и поперечные. Для сварки трубопроводов обычно используются поперечные стыки, позволяющие заварить всю окружность диаметра труб. Продольные же нужны для сварки деталей труб.
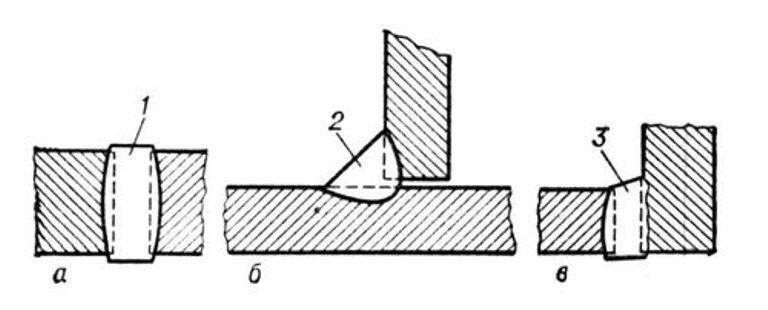
Схема стыкового и углового соединения.
Стыковая сварка может производиться с использованием одинарного или же двойного шва. Последний вариант увеличивает прочность соединения. Таким образом одинарный шов используется в трубах с условным проходом диаметром до 500 мм, а двойной – в трубах с диаметром условного прохода свыше 600 мм.
Стыковая сварка подразумевает и использование подкладных колец для увеличения прочности. Однако технология производства труб такова, что использование подкладных колец неразумно, так как они будут уменьшать собою условный проход, создавая уменьшение диаметра, и создавать повышенное сопротивление при эксплуатации трубы.
Еще один подвид стыковой сварки – сваривание под углом – используется при соединении трубы с какими-либо дополнительными деталями. Сварка под углом может быть как со скосом кромки, так и без скоса. Прочность такого вида соединения чуть ниже, чем у представленного выше.
Нахлесточное соединение
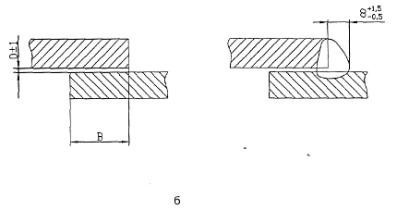
Схема нахлесточного соединения.
Последним видом сварочного соединения является стыковка внахлест. Данный вид соединения самый непрочный из представленных. Однако в некоторых случаях его применение является обоснованным. Его никогда не применяют для соединения металлических труб, а только для приварки некоторых деталей. Для соединения этот способ применяют только в случае, если материалом труб является пластик или же прочие неметаллические материалы. В некоторых случаях сварку внахлест используют для труб из цветных металлов.
Технология сварки внахлест предполагает три разновидности этой операции: в нижнем положении сварочного шва, в верхнем и в вертикальном. Нахлесточные стыки бывают поворотными и неповоротными. Говоря о последнем, надо отметить его сложность и затратность.
Самым простым швом является шов в нижнем положении. Изготавливая стандартные трубы, используют именно этот вид шва, который создает поворотный стык. Для того чтобы изготовить технологически более сложные трубопроводы, используют неповоротный стык и шов в вертикальном или же верхнем положении.
Требования к материалам и сварщикам

Каждый рабочий вне зависимости от категории сварочных работ, обязан ставить особое клеймо на расстоянии 3-5 см от шва.
Для того чтобы начать сваривать трубопроводы, нужно знать некоторые требования, которые предъявляются к материалам. Также для совершения данной операции нужно иметь соответствующую подготовку и квалификацию. Немаловажным фактором является опыт и состояние здоровья.
Так, для того чтобы произвести сварку того или иного трубопровода, нужно знать некоторые параметры как самого трубопровода, так и материала шва. Металл шва должен иметь пластичность и прочность не ниже аналогичных показателей основного металла трубопровода.
Сварщики, которые приступают к сварке металлов категорий 1-4, должны пройти инструктаж по технике безопасности. К тому же данные рабочие обязаны иметь удостоверение, которое подтверждает сдачу испытаний. Данные пункты прописаны в основных нормативных документах.
Касательно сварочных работ 5 категории, надо сказать следующее. К ним допускаются рабочие, которые не проходили испытаний. Достаточным условием для допуска к подобным работам является небольшое испытание, которое заключается в успешном исполнении пробных стыков 5 категории. Вне зависимости от категории сварочных работ, каждый рабочий обязан ставить особое клеймо на расстоянии 3-5 см от шва.
Основные правила подготовки труб для сварки
Для того чтобы произвести сварку технологических трубопроводов, нужно их сперва к этой операции подготовить. От данного процесса во многом зависит конечное качество работ. Пренебрежение этим процессом может стоить не только качества готового продукта, но и здоровья рабочего.
Для того чтобы правильно подготовить трубопроводы под сварку, нужно точно следовать всем предписаниям и имеющимся чертежам. Первым этапом подготовки труб к сварке является их нарезка согласно чертежам. Делать это следует осторожно, следя за соблюдением изначально утвержденных размеров.
Далее производится обработка стыковых кромок, которые будут свариваться. Данная процедура включает создание скоса (обработка), окончательную зачистку и центровку кромок. Производя данные операции, нужно соблюдать точность и хорошо разбираться в технологическом процессе.
Подготовка к сварке
Угол скоса должен иметь значение, которое указано в чертежных документах. Здесь нужно быть очень осторожным и внимательным. Для контроля соответствия угла скоса заданным параметрам существует специальный инструмент – шаблон. Именно с помощью него нужно проверять правильность значения угла.
Согласно технологическим требованиям, торцы труб обязательно должны быть перпендикулярны продольной горизонтали. Для проверки этих параметров используют такие инструменты, как угольник и линейка. Грамотное определение данных параметров влияет на точность состыковки составляющих труб.
Конечная очистка подразумевает избавление стыков труб от всех веществ, которые могут ухудшить качества сварки. К таким веществам относятся: масло, ржавчина, окисления, грязь и т. д. Очистка должна охватывать пространства 20-15 миллиметров от стыка по всем направлениям. Производится данная операция при помощи металлических щеток. Также можно использовать шлифовальные машинки или же шарошки.
Последней процедурой, после которой отрезки труб будут полностью готовы к сварке, является центровка стыков. От этой операции зависит точность соединения. Правильно исполненная центровка обеспечивают точное совпадение стыков труб и их элементов. Данную операцию должен производить только опытный рабочий
Сварка под давлением
Как уже говорилось ранее, существует множество видов сварок, которые позволяют соединить трубопроводы. Технологические отличия каждого из этих способов позволяют использовать их относительно разных материалов и согласно различным целям. Мы же разберем здесь такой вид соединения труб, как сварка под давлением.
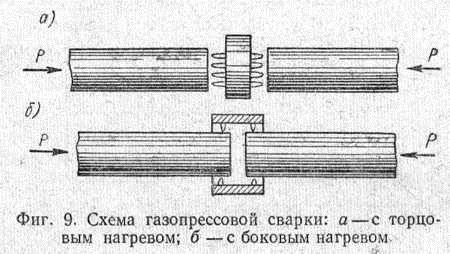
Схема сварки под давлением.
Технологические особенности такого способа соединения трубопроводов заключаются в следующем. Для сварки используется высокая температура, которая нагревает поверхности соединяемых деталей. Нагревание это происходит посредством нагревательного элемента, который вставляется между элементами. Нагреваемый материал доводится до температуры текучести, после чего нагревательный элемент извлекается. Нагретые же части соединяются под сильным давлением и охлаждаются. Это приводит к стыковке и схватыванию.
Сварка под давлением имеет ряд преимуществ, в числе которых и технологические. Однако основным преимуществом сварки под давлением являются ее физические показатели. Так, главнейший параметр, такой как прочность, у сварки под давлением намного выше, чем у прутковой или же еще какой. Нужно отметить, что такой вид сварки как нельзя лучше подходит для соединения трубопроводов большого диаметра.
Для того чтобы произвести сварку под давлением, вам понадобится нагревательный элемент. Этот инструмент имеет плоскую поверхность, что является обязательным условием для соединения трубопроводов. Данное приспособление может изменять значение диаметра, нужного для тех или иных трубопроводов.
Для того чтобы произвести качественную сварку под давлением, вам нужно учитывать несколько параметров. Главнейшим из них является температура нагрева. Она должна быть достаточно высокой. Сварка под давлением должна производиться в состоянии доведения металла до температуры текучести.
Другим параметром, влияющим на качество соединения при сварке под давлением, является продолжительность нагрева. Чем больше этот показатель, тем более качественным и приспособленным к стыку будет металл трубопроводов. Это состояние металла должно соответствовать усилиям, которые прилагаются давлением.
И последним параметром является усилие, которое создается давлением. Это усилие должно быть довольно высоким, чтобы обеспечить качественную, прочную и надежную стыковку трубопроводов. Усилие, создаваемое давлением, должно прилагаться с обеих сторон, и обязательно равномерно.
Сварка плавлением
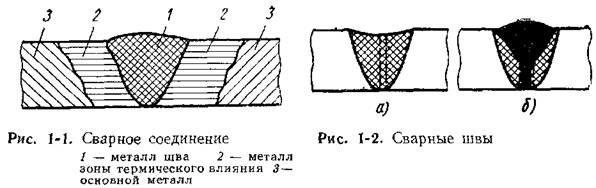
Схема сварки плавлением.
Теперь же мы поговорим о сварке плавлением. Несмотря на то что данный вид сварки менее прочен, он все же более распространен на производстве, чем сварка под давлением. Это объясняется тем, что рассматриваемый тут способ, его технологические характеристики проще, чем у сварки под давлением.
В отличие от сварки под давлением, рассматриваемая тут операция производится за счет нагрева поверхности и соединения ее посредством сварочного шва. Рассмотрим самый простой способ, для которого не требуются сложные технологические предписания. Этот способ подходит для сварки трубопроводов небольшого диаметра.
Речь пойдет о ручной сварке посредством электродуги. Для того чтобы произвести сварку трубопроводов таким способом, вам понадобится:
- Набор электродов;
- Сварочный аппарат, желательно питаемый от переменного тока;
- Сварочная маска и иная защитная спецодежда.
Сварка предполагает соединение труб, где происходит запайка всего диаметра трубопровода.
Процесс представляет собой запайку всего диаметра стыка трубопровода, который производит сварщик. Запайка осуществляется посредством электрической дуги, создаваемой электродом. Специальная обмазка электрода создает слой по шву, который защищает место сварки от внешних воздействий.
https://1pokanalizacii.ru/montazh/texnologiya-svarki-truboprovodov.html





