Дипломная работа сварка труб и трубопроводов
Трубопровод – это транспортное средство для передачи на расстояние жидких, газообразных или твердых сыпучих продуктов. Трубопроводы, транспортирующие водяной пар с рабочим давлением более 0,07 Мпа или воду с температурой больше 1150С, относятся к трубопроводам пара и горячей воды, на которые распространяются «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды» Пб-03-75-94, утвержденные Госгортехнадзором РФ. В соответствии с Правилами эти трубопроводы делятся на четыре категории. Категорию определяют по рабочим параметрам среды на входе и относят ко всему трубопроводу независимо от его протяженности.

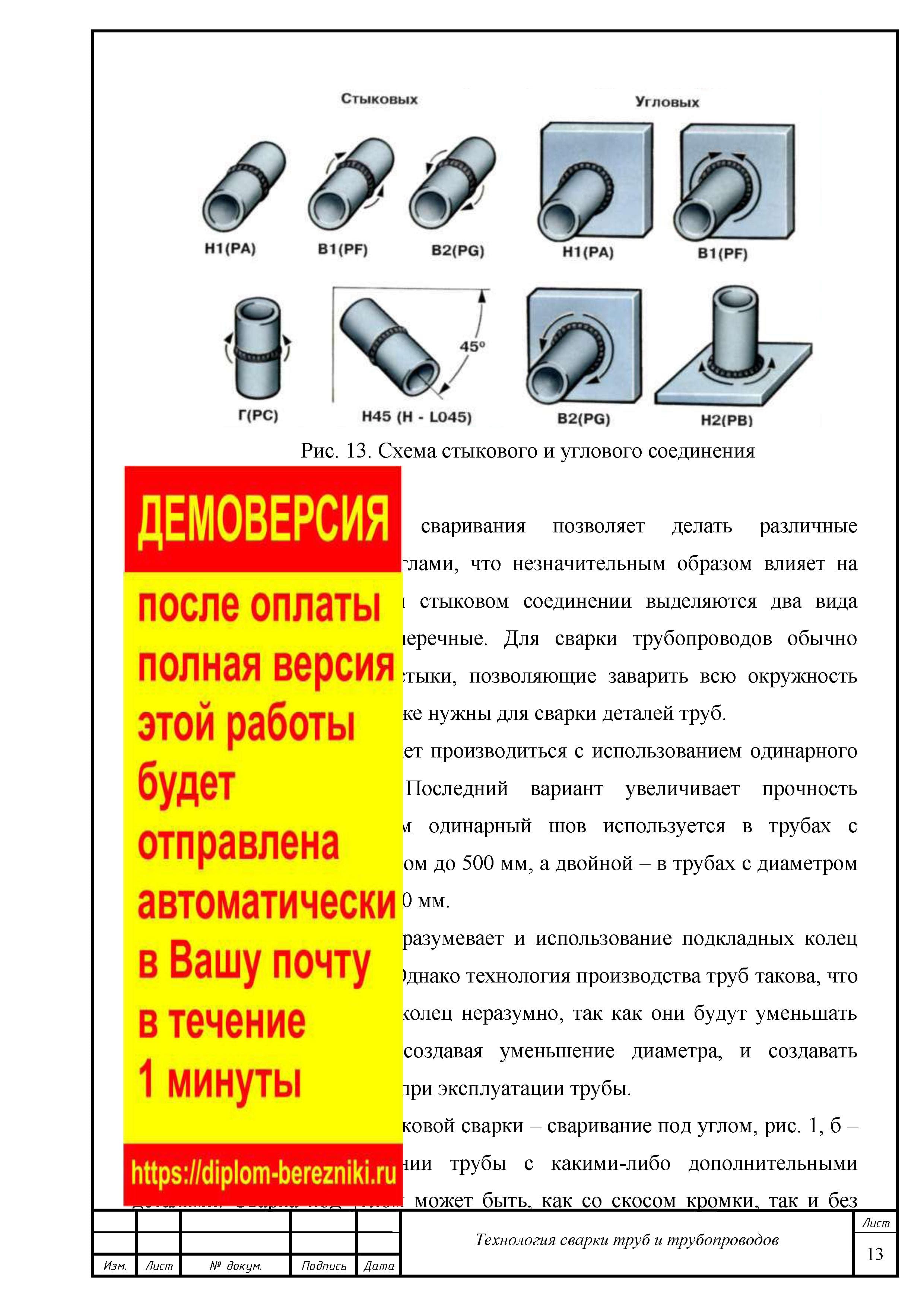


Виды соединений, используемых при сваривании труб.
При сваривании трубы используются следующие виды соединений:
- стыковые
- угловые (под углом)
- нахлесточные
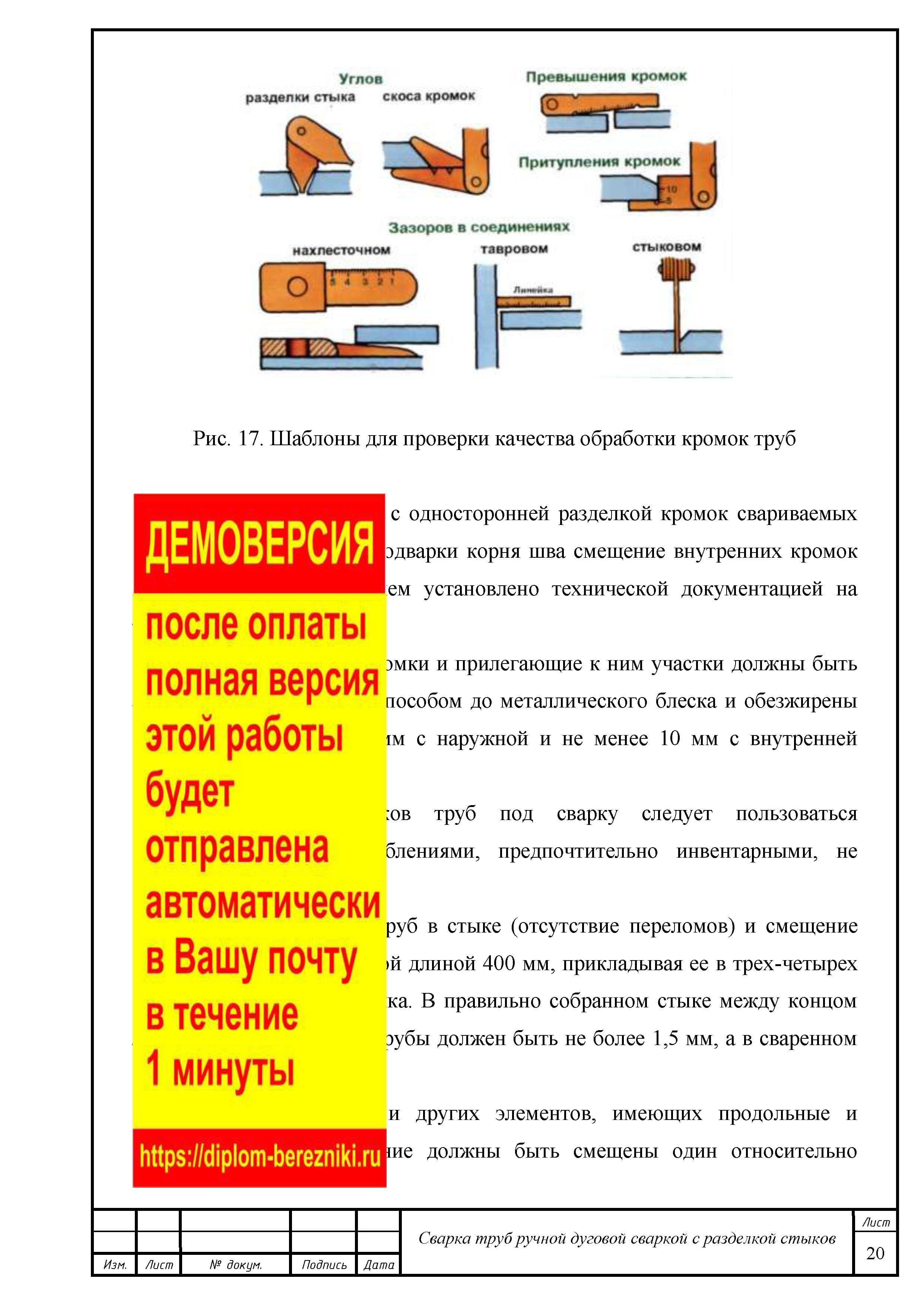
Каждый из них делится еще на ряд подвидов, различающихся такими параметрами, как количество швов, наличие или же отсутствие скоса кромок, способ состыковки.
Самым прочным видом сварки является стыковая.
Подготовка труб к сварке в дипломной работе для сварщика
При монтаже магистральных и производственных трубопроводов основным способом соединения труб является сварка. К сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения. Сварку разрешается производить при температуре окружающего воздуха не ниже -200С, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва газами (особенно кислородом и водородом). Это вызывает значительную пористость и снижает механическую стойкость сварного шва.
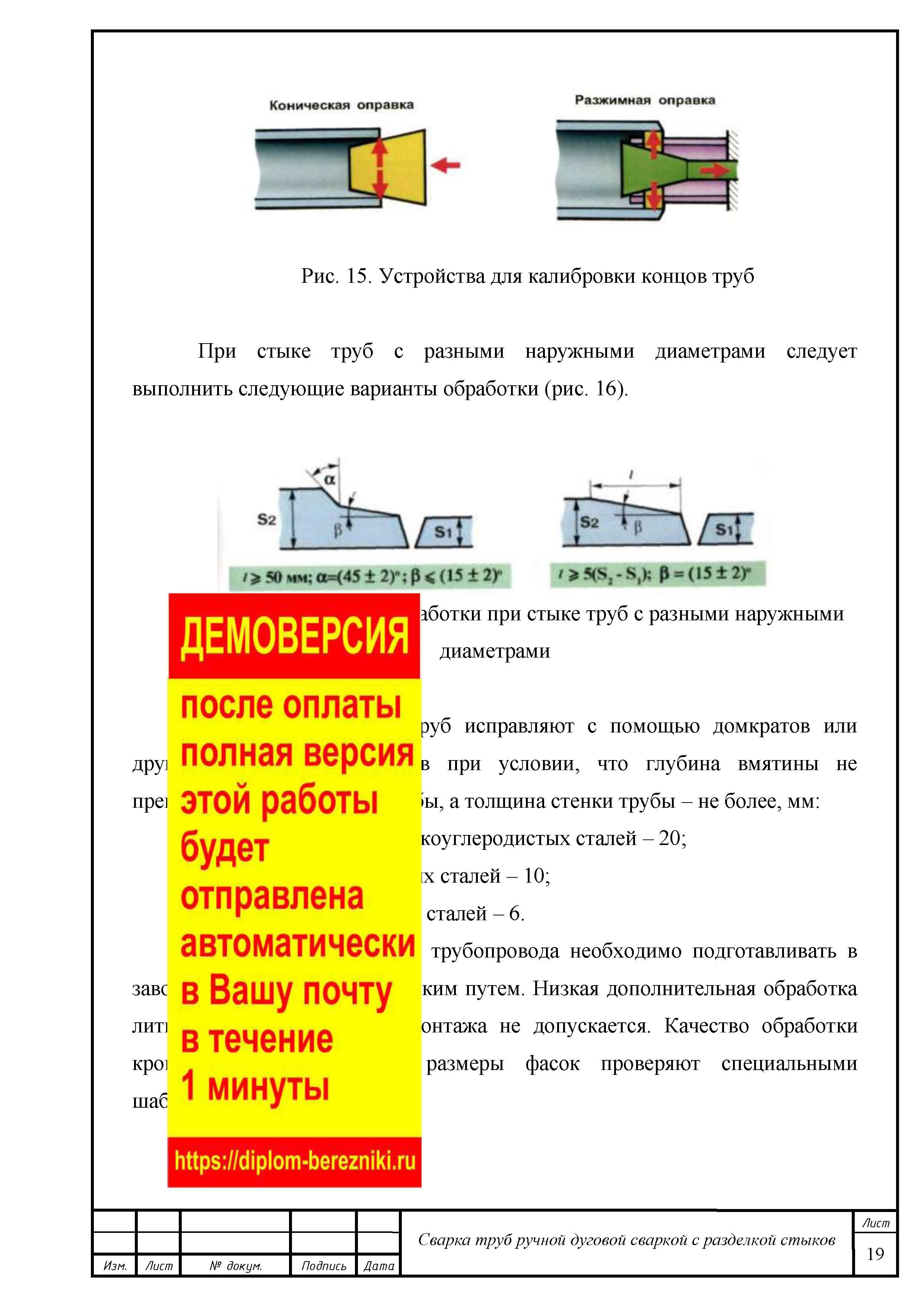
Трубы из легированных сталей разрешается сваривать при температуре не ниже -100С, так как эти стали склонны закаливаться на воздухе с образованием закалочных трещин, иногда выходящих за границы сварного шва. Рабочее место сварщика должно быть защищено от ветра, дождя и снега. На качество сварного соединения влияют подготовка кромок труб к сварке и качество сборки стыков. Подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и оксидов и сборку. Для правки свариваемых концов труб применяют различные приспособления механического, гидравлического и пневматического типов.
Большое распространение получили расширители, состоящие из гидравлического домкрата с радикальными колодками, вставляемыми внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и упираясь в стенки трубы, выпрямляют их. Максимальная сила давления 784 Н, время правки – 4-6 минут. Кромки под сварку готовят на заводах-изготовителях труб (угол скоса 25-300). При отсутствии скоса кромок необходимо снять фаску резцом или резаком-труборезом. Отчистку свариваемых кромок производят следующим образом. Масло, праймер и органические покрытия удаляют бензином или специальным растворителем. От грязи и ржавчины кромки отчищают с помощью стальных щеток или абразивных кругов. Сборка стыков под сварку заключается в совмещении кромок труб таким образом, чтобы совпадали поверхности свариваемых труб и не была нарушена ось нитки трубопровода. Зазор между кромками должен быть одинаковый по всему контуру свариваемого шва. Сборка и центровка могут быть выполнены вручную, но такой способ очень трудоемкий и не дает требуемой точности; в практике применяют приспособления, называемые центраторами. Для сборки стыков магистральных труб большого диаметра применяют внутренние центраторы, которые базируют сборку по наружной поверхности труб и поэтому более просты по конструкции. Однако при большой разностенности труб и их эластичности наружный центратор не обеспечивает должного качества сборки. После сборки прихватывают стыки сварными швами длиной 60-80 мм с расстоянием между прихватами 300-400 мм.
Прихватки выполняют аккуратно и такими же электродами, какими будет заварен стык; это обеспечивает однородность наплавленного металла и хорошее качество шва. При сборке с внутренним центратором можно рекомендовать вместо прихватки сплошную заварку корня шва в виде первого слоя. Это особенно желательно при низких температурах окружающего воздуха, вызывающих большие внутренние напряжения и образование закалочных структур и трещин в металле шва.
Способы сварки трубопроводов
Способы сварки трубопроводов классифицируют как:
- термические
- термомеханические
- механические
Термические способы включают все виды сварки плавлением (дуговая, газовая, плазменная, электронно-лучевая, лазерная и др. виды сварки. К термомеханическому классу о тносятся стыковая контактная сварка, сварка магнитоуправляемой дугой. К механическим способам относятся сварка трением и взрывом.
Различают методы сварки трубопроводов по типу носителей энергии:
- дуговая
- газовая
- плазменная
- лазерная
Различают методы сварки по условиям формирования соединения:
- свободное формирование сварного шва
- принудительное формирование сварного шва
Различают методы сварки по по способу защиты зоны сварки:
- под флюсом
- в защитных газах
- с использованием самозащитной электродной проволоки
Различают методы сварки по степени механизации и автоматизации процесса:
- ручная
- механизированная
- автоматизированная
- роботизированная
С варка магистральных трубопроводов в дипломе сварщика
Для сварки магистральных трубопроводов наибольшее распространение получили дуговые методы сварки. Более 60% всех стыков на магистралях свариваются автоматической дуговой сваркой под флюсом. Дуговая сварка под флюсом используется только в тех случаях, когда существует возможность вращения стыка. Сварку трубопроводов под флюсом в основном автоматизированным способом применяют при изготовлении двух- и трехтрубных секций диаметром 219…1420 мм. Когда применение механизированных методов невозможно, используется ручная дуговая сварка. Ручную дуговую сварку выполняют при различных пространственных положениях стыка — нижнем, вертикальном и потолочном. В процессе сварки вручную перемещают электрод по периметру стыка со скоростью 8-20 м/ч. Сварка в защитном газе имеет разновидности: по типу защитного газа — сварка в инертных газах (аргон, гелий, их смесь), в активных газах (СО2, азот, водород), сварка в смеси инертного и активного газов (Аг + СО2; Аг + СО2 + О2); по типу электрода — плавящимся и неплавящимся (вольфрамовым) электродом; по степени механизации ручная, механизированная и автоматизированная сварка. Дуговую сварку в защитных газах применяют для сварки трубопроводом в различных пространственных положениях. Скорость ручной сварки 8…30 м/ч, механизированной и автоматизированной 20…60 м/ч.
Для сварки трубопроводом применяют метод механизированной сварки порошковой проволокой с принудительным формированием шва, при котором функции защиты выполняют порошкообразные компоненты, заполняющие металлическую оболочку проволоки. По мере кристаллизации сварочной ванны наружное формирующее устройство и сварочная головка перемещаются по периметру стыка снизу вверх со скоростью 10…20 м/ч. Перспективна лазерная сварка трубопроводом, при которой носителем энергии служит лазерный луч. Скорость лазерной сварки — до 300 м/ч. При стыковой контактной сварке непрерывным оплавлением процесс происходит автоматически по заданной программе. Продолжительность сварки одного стыка труб диаметром 1420 мм составляет 3…4 мин, цикл сварки одного стыка при строительстве трубопроводов -10… 15 мин. Автоматическая сварка магнитоуправляемой дугой (или дугоконтактная сварка) отличается от стыковой контактной сварки способом нагрева кромок. При дугоконтактной сварке нагрев выполняется дугой, вращаемой магнитным полем по кромкам свариваемых труб с большой скоростью. Этот способ сварки применяют для сооружения трубопроводов малого (пока до 114 мм) диаметра.
Выводы дипломной работы сварка трубопровода
- к сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения
- подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и оксидов и сборку
Для правки свариваемых концов труб применяют:
- приспособления механического типа
- приспособления гидравлического типа
- приспособления пневматического типа
Ручная сварка труб при низких температурах в дипломной работе сварщика
При сварке в условиях низких температур, из-за быстрого охлаждения сварочной ванны, отход растворённых газов из расплавленного металла затруднён. В результате этого, металл становится более хрупким и возрастает риск возникновения закалочных структур и горячих трещин, выходящих из сварного шва и зоны термического влияния на основной металл.
Для уменьшения пористости и снижения хрупкости металла шва и околошовной зоны, рекомендуется применять электроды УОНИ-13/45, УОНИ-13/55, СМ-11, ВСЦ-1
. Использование данных электродов позволяют получить вязкий и пластичный сварной шов, даже сваривая трубы при низких температурах. Перед сваркой кромки трубопроводов необходимо тщательно очистить от снега и льда и разогреть до светло-красного раскалённого состояния. Трубы под сварку необходимо собрать с минимальными зазорами, а сварочный ток установить на 10-20% выше обычного. Данный приём позволяет улучшить провар металла, снизить скорость его охлаждения и уменьшить риск появления дефектов в сварном шве (трещин). Часто с этой же целью применяют предварительный местный подогрев до температуры 150-200°С. При низких температурах хорошо свариваются трубы из таких марок сталей как 14ХГС, 14ГС, 19Г и некоторых других.
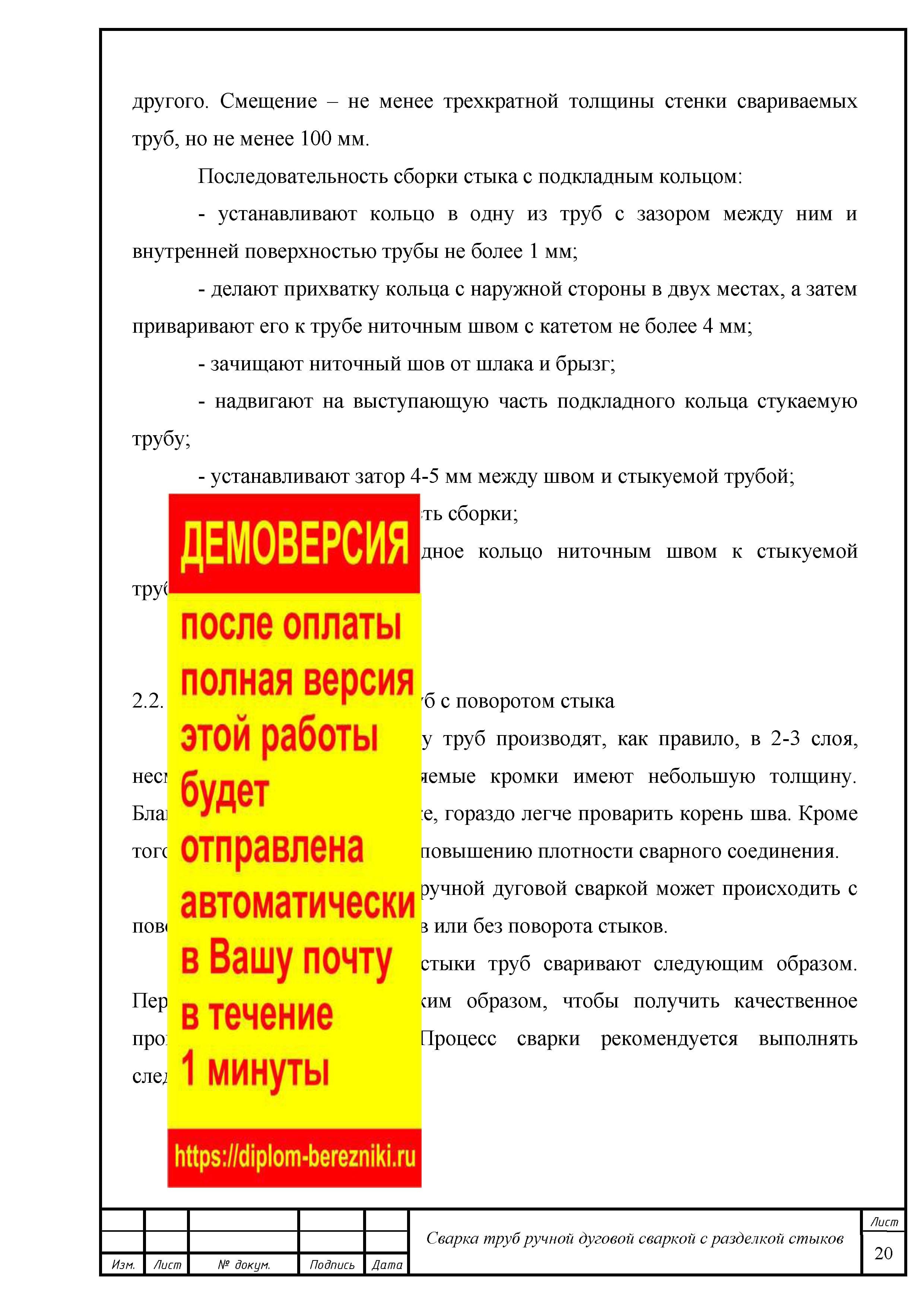
Ручную дуговую сварку труб производят, как правило, в 2-3 слоя, несмотря на то, что соединяемые кромки имеют небольшую толщину. Благодаря многослойной сварке, гораздо легче проварить корень шва. Кроме того, этот приём способствует повышению плотности сварного соединения. Для уменьшения пористости и снижения хрупкости металла шва и околошовной зоны, рекомендуется применять электроды УОНИ-13/45, УОНИ-13/55, СМ-11, ВСЦ-1. Использование данных электродов позволяют получить вязкий и пластичный сварной шов, даже сваривая трубы при низких температурах.
При монтаже магистральных и производственных трубопроводов основным способом соединения труб является сварка. К сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения.
https://diplom-berezniki.ru/872-diplomnaya-rabota-svarka-trub-i-truboprovodov.html





