Сварка и резьбовое соединение труб
Резьбовое соединение труб производится с помощью элемента, которым соединяются два трубопровода. Если трубы с равными диаметрами, то используют фитинг. Фитинг – это небольшой кусок трубы, у которого нарезана внутренняя резьба. Используют соединения труб на резьбе, в случае необходимости перехода на другой диаметр, соединения на поворотах, для разветвления и удлинения. Если приходится часто разбирать трубы в этом месте, тоже используют резьбовое соединение.
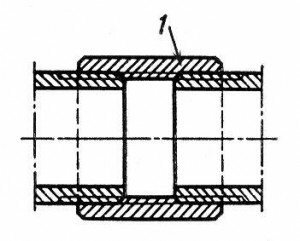
Соединение при помощи резьбы нарезанной на трубах производится путём навинчивания муфты (фитинга) с внутренней резьбой.
На трубах резьба выполняется нарезкой на станке или с помощью плашки. Резьбу накаткой используют на тонкостенной трубе.
Это соединение обеспечивает хорошую герметизацию и прочность при соблюдении технологии сборки.
Резьбовые соединения применяются на бытовых газопроводах, таким образом производят соединение водопроводных труб , в промышленности для соединения труб небольшого диаметра.
Виды
Как соединить водопроводные трубы или трубы отопления?
Используются два варианта сочленения труб:
- неразъемные соединения, произведенные при помощи прессовки, склейки, пайки, сварки или бетонирования;
- разъемные – на резьбе, на фланцах, раструбные и некоторые другие.
Для различных материалов труб, для разных транспортируемых сред (нейтральных или агрессивных), для различных условий эксплуатации и физических свойств (давление и температура), используются разные виды резьбовых соединений.
Вот перечень основных видов резьбы:
- резьба метрическая;
- дюймовая резьба;
- трапецеидальная резьба;
- трубная цилиндрическая резьба;
- трубная коническая резьба;
- метрическая коническая резьба;
- упорная резьба;
- круглая резьба;
- прямоугольная резьба;
- специальная резьба.
Преимущества
Резьбовые соединения труб весьма удобны в сборке и в эксплуатации при ремонте или модернизации сложных трубопроводов.
Ремонт водопроводных труб проводится с применением резьбовых соединений. Сборка не требует сложных инструментов типа паяльника или сварочного агрегата.
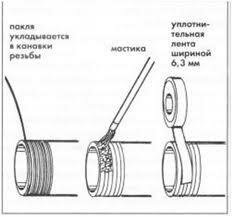
Легко можно собрать и разобрать конструкцию с помощью гаечных ключей, обеспечит высокую герметичность с помощью специальной обмотки резьбы фторопластовой лентой.
Установка водопроводных труб проводится таким образом, чтобы облегчить замену сантехнических приборов, не требуя для этого специального оборудования.
Нарезать резьбу можно практически на любом материале, из которого изготавливают трубы.
Маркировка
Резьбовые соединения маркируют на трубах в виде дроби: в числителе – внутренний диаметр резьбы, в знаменателе – наружный диаметр.
Применение
Резьбовое соединение используется при внутреннем просвете диаметром не больше 100 мм, давлении транспортируемой среды менее 1,6 МП, температура должна быть ниже 180°С.
Основные параметры резьбы
- Шаг резьбы — это расстояние между двумя смежными вершинами или основаниями витков.
- Глубина резьбы — это расстояние от вершины до основания витка.
- Количество заходов, в основном применяется однозаходная резьба, иногда используют двухзаходную резьбу для ускорения сборки и разборки.
- Правая резьба закручивается по часовой стрелке, а левая – против.
Резьба может быть нарезана длинно или коротко. Длинную резьбу используют для подбора точной длины при сборке трубопровода.
Если треснула чугунная труба

В наше время чугунные трубы стали редкостью. В новых системах их используют там, где требуется выдерживать значительные температуры более 100°С.
Материал хрупкий, дорогой и тяжёлый. Остались чугунные трубы в основном в стояках канализации.
Если из-за ремонта или по другим причинам у вас треснула чугунная труба, модно закрыть течь резиновым хомутом. В канализации нет избыточного давления, благодаря этому ремонт чугунных труб прост.
Используется ряд способов для заделки хотя бы на некоторое время трещин в чугуне.
Уж если чугун дал трещину, дальше будет хуже. Из-за хрупкости чугуна трещина постепенно будет расти или даже возникнет развилка и трещин станет несколько.
В качестве хомута используется резина и два хомута, если их нет, сойдёт и медная проволока. Резину можно вырезать из старой автомобильной камеры.
Оберните резиной трубу в месте повреждения и затяните хомутами.
Но чаще трескаются в выходном тройнике один из входов.
В этом случае можно залить трещину быстросхватывающимся цементным раствором или современным герметиком.
В случае если трещина вверху, для удержания раствора или герметика используют поддержку из папье-маше, которая, принимая форму коллектора, не даёт цементному раствору отвалиться. После затвердения бумагу удаляют.
Способы сварки и виды соединений сваркой
Как соединить две трубы ?
Монтаж и изготовление технологических трубопроводов часто требуют применения неразборных соединений труб. Основной метод неразъёмных соединений – сварка.
Сварка проводится промышленным способом с использованием автоматов и полуавтоматов, с выполнением требований СНиП III-Г.9—62.
Сваривают не только металлы, но и пластик, стекло.
Есть две технологии сварки:
- сварка плавлением;
- сварка давлением.
Ниже приведены самые популярные виды сварки, имеющие широкое применение при изготовлении и монтаже трубопроводов:
- ручная газовая;
- ручная электродуговая с помощью металлических электродов;
- полуавтоматическая и автоматическая электродуговая в среде защитных газов;
- полуавтоматическая и автоматическая электродуговая под слоем флюса;
- электроконтактную стыковую (точечная).
В последнее время внедряются сравнительно новые виды сварки:
- сварка порошковой и голой электродной проволоками;
- стыковая (точечная) при помощи высокочастотного нагрева.
Самый распространенный метод – электродуговая сварка. Производится переменным и постоянным током.
Во втором случае к изделию присоединяют, как правило, плюсовой провод, а к электроду – минусовой. Этот вариант называется соединением прямой полярности.
Если полярность поменять наоборот – такой вариант ведения сварки называют обратной полярностью, но встречается он реже.
Экономически выгодней сварка переменным током. Оборудование меньше стоит, требует менее дорогого ухода, меньше расход электроэнергии по сравнению с постоянным током.
Виды сварного соединения

Применяются разнообразные виды сварных соединений, внахлест, в стык, угловое соединение для приварки штуцеров или плоских фланцев.
Ниже перечислены основные виды сварного соединения:
- продольное стыковое с двухсторонним швом;
- поперечное стыковое с подкладным кольцом без расточки;
- то же с внутренней расточкой;
- продольное стыковое с односторонним швом;
- поперечное стыковое с односторонним швом без скоса кромки;
- то же со скосом кромки;
- стыковое контактное;
- одностороннее угловое со скосом кромки;
- двухстороннее угловое без скоса кромки;
- одностороннее угловое без скоса кромки;
- раструбное внахлёст.
Соединение встык имеет самое частое применение, из-за повышенной прочности. Стыковые соединения бывают с продольным и поперечным расположением шва.
Продольные стыки получаются при сварке труб и деталей из свёрнутого листа, поперечные стыки — когда трубы и детали просто соединяются сваркой.
По характеру сварного соединения швы делятся на:
- односторонние;
- двухсторонние;
- односторонние с подкладным кольцом.
Если внутренний диаметр трубопровода меньше 500 мм, то достаточно сделать только односторонний шов. Если внутренний диаметр превышает 500 мм, с внутренней стороны подваривают корень шва для повышения прочности соединения.
Применение подкладных колец ограничено, в силу того, что кольца снижают внутренний диаметр трубопровода, а это увеличивает гидравлическое сопротивление.
Угловые соединения без скоса кромок и со скосом одной кромки используют, когда изготавливают сварные детали трубопроводов, или эти детали приваривают к трубам.
По положению сварного шва квалификация следующая:
- нижнее положение;
- вертикальное;
- потолочное;
- горизонтальное на вертикальной плоскости.
Если используется сварное соединение в раструб внахлёст – оно имеет меньшую прочность и требует предварительной развальцовки конца трубы. Такой вариант применяется для сварки труб из пластичных металлов и неметаллических пластичных материалов.
В зависимости от положения швов в пространстве сварка имеет свои особенности и сложности, требуя повышенной квалификации сварщика, специальной технологии сварки и дополнительного оборудования.
Для разных условий исполнения сварочных работ их делят на поворотные и неповоротные.
Большинство стыков труб или дополнительных деталей, исполняемых поворотным методом, сваривают наиболее простым швом в нижнем положении трубы относительно электрода. Неповоротные стыки обходятся гораздо дороже, и требуется более квалифицированный сварщик.
Требования к качеству сварного шва
Для различных технологий сварки, требования к качеству сварных швов одинаковы: плотность, прочность, пластичность. Пластичность и прочность требуются не ниже основного материала.
Подготовка труб для сварки
Для подготовки труб к сварочным работам необходимо нарезать трубы и другой материал на требуемые куски, произвести согласно чертежу обработку кромок, очистить поверхность под сварку.
Угол скоса кромок должен соответствовать стандартам, проверку угла производят в нескольких точках по окружности. Торцы труб должны быть строго перпендикулярны оси труб.
Отклонения замеряют два раза по взаимно перпендикулярным диаметрам. Отклонения для труб до 250 мм не должны превышать 1 мм для труб с условным походом, а для более толстых труб – до 2 мм.
Не допускается сваривать трубы с кромками, покрытыми маслом, краской или грязью. Из-за этих загрязнений снижается прочность шва, появляется пористость в шве.
Очистка должна производиться, как минимум, на 20 мм от стыка. Для этого используют стальные щётки, шлифовальные машинки и прочее.
Необходимо обеспечить точность совпадения центров свариваемых труб и их обязательную фиксацию до прихватки.
Прихватка – это короткий сварной шов, который применяют для дополнительной фиксации деталей сварных конструкций. По правилам, прихватку делает тот же сварщик, который будет сваривать весь стыковой шов.
Трубопроводы высокого давления, сварка и термообработка сварных соединений

Сварка труб высокого давления допускает все виды промышленной сварки, однако из-за высоких требований к качеству сварки, допускаются к этому только сварщики, имеющие специальное удостоверение о сдаче квалификации по правилам Госгортехнадзора.
Для испытания качества сварки труб высокого давления требуются специальные средства. Требуется обеспечить высокое качество сварного шва, который должен выдержать транспортирование среды при низких и высоких температурах, кроме того, шов должен быть стойким к коррозии.
Для этого выбирают тип сварки.
Соединение стальных труб сваркой для сталей 20 и ЗОХМА для трубопроводов высокого давления допускается выполнять газовой сваркой для внутренних диаметров от 6 до 25 мм. Другие диаметры требуют применения электродуговой сварки.
Количество проходов (слоёв сварки) необходимо от 4 до 10.
После любого типа сварки необходимо снять внутренние термические напряжения. Для этого, с обеих сторон шва, на расстоянии по 100 мм с обеих сторон, проводят термическую обработку, иначе из-за высоких температур сварки останутся изменения структуры металла шва и зоны возле шва, что резко ухудшает механическую прочность соединения.
В условиях монтажа трубопровода, производят отжиг. Для термообработки используют либо муфельные переносные печи, либо газовые кольцевые горелки и кольцевые индукционные нагреватели, нагревая указанное выше соединение труб .
https://kanalizaciyadoma.ru/truby/soedinenie-trub


